этап 7
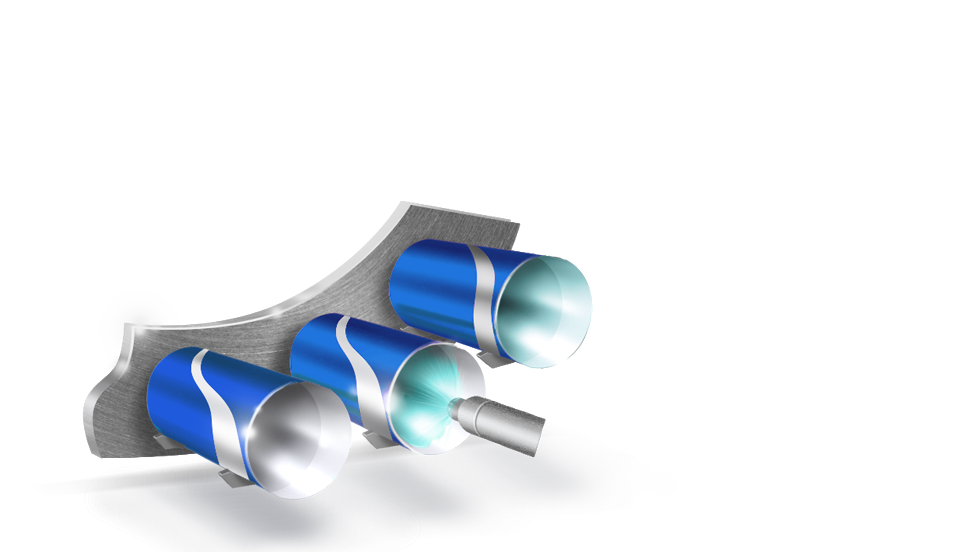
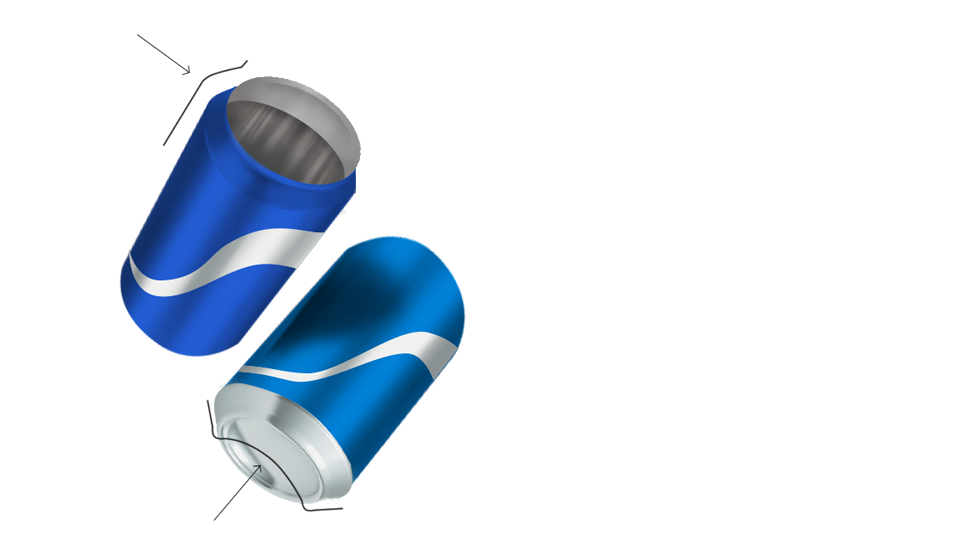
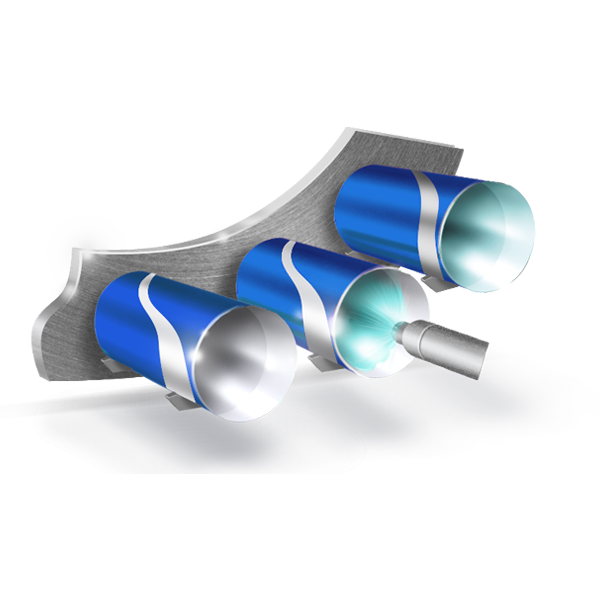
Формируется горло и фланец
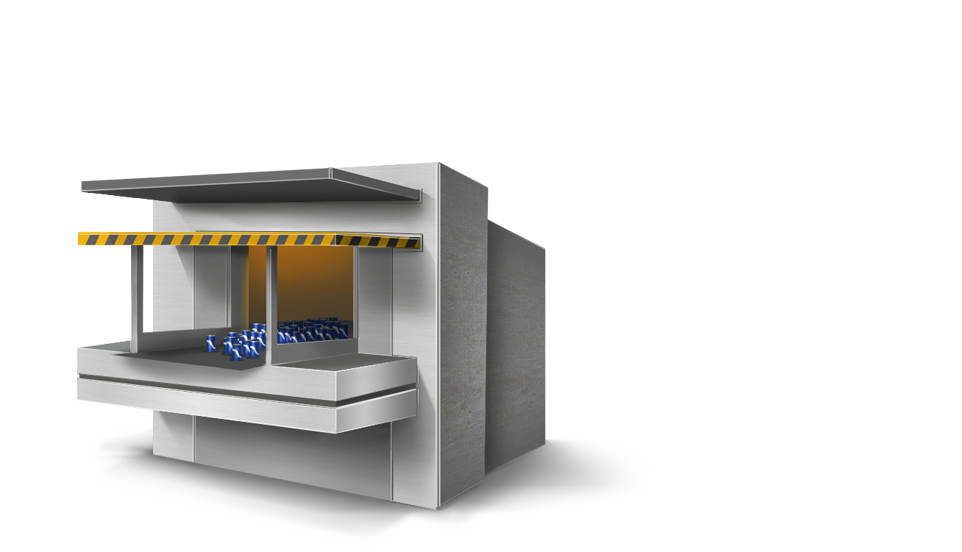
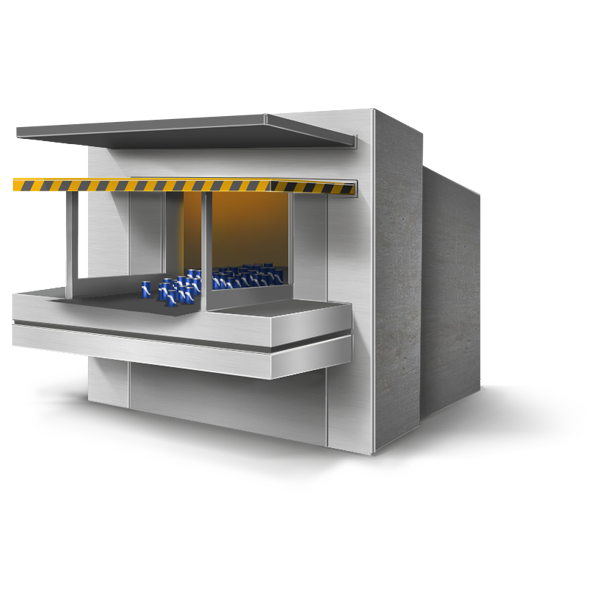
На конечном этапе формирования горловины формируется фланец. 100% производимых банок проверяется на наличие мельчайших отверстий с помощью светового тестера. Если тестер обнаруживает свет в банке, он отбраковывает ее.
Камеры устанавливаются, чтобы определить неприемлемые видимые дефекты на поверхности законченной банки. Все банки с дефектами отбраковываются.